Ball Mill

Produktbeskrivelse
Kulefabrikken består av matingsdelen, matingsdelen, den roterende delen, overføringsdelen (reduseringsenheten, det lille overføringsutstyret, motoren, den elektriske kontrollen) og så videre. Den hule skaftet er laget av støpt stål, foringen kan skiftes, og rotasjonsutstyret er laget av støpejernets rullende tenner. Tønnen har et slitesterk fôrbrett, som har god slitestyrke. Maskinen er stabil og pålitelig. Ballvertsverten inkludert sylinder, sylinderkropp med nyttig fôr laget av slitesterk materiale, har og vedlikeholder sitt roterende sylinderelager, har drevet del, for eksempel motor, og drivutstyr, remskive, trekant, etc.
Omkalte bladdeler, vanligvis ikke hovedkomponenter, komponenter på innmatingens innløp med innvendig skru dem spiralblad, kan sies på utløpsendedelene som utløper munnen med intern skrue, kan kalle dem spiralblad.
I tillegg, i tilleggsutstyret til utladningsenden, hvis spiraltransportøren brukes, vil det være deler som kalles spiralblader i utstyret, men strengt tatt er det ikke en del av kulemøllen. Tørrkulemølle og våt ristkulemølle kan velges i henhold til material- og dreneringsmodus. Energibesparende kulefabrikk, automatisk justering av dobbel rad sentripetal sfærisk rullelager, løpemotstanden er liten, energisparingseffekten er bemerkelsesverdig. Tønnes kroppsdel av den opprinnelige tønnen har blitt tilsatt en konus sylinder, som øker det effektive volumet på møllen og gjør fordelingen av medium i røret mer rimelig. Dette produktet er mye brukt i ikke-jernholdig metall, jernholdig metall, ikke-metall-fordelingsfelt, kjemisk industri og byggevareindustri.
Om installasjon
Ball mill installasjon:
A) installasjonsplanen er utformet i henhold til brukerens grunnleggende konstruksjon og skal installeres i retning, plassering og plass på diagrammet;
B) kroppens nedre plan skal være solid, og planheten til sylinderens bunnplan er ikke større enn 1,5 / 1000 etter den horisontale justeringen.
1. installer:
A) fjern materialet fra bunnen av installasjonsutstyret, spesielt hullets indre vegg skal ikke ha støv, olje, vann og andre væsker;
B) etter utpakking av pakkesakene, skal hovedmotoren flyttes til installasjonsposisjon med passende løfteanlegg (kran / gaffeltruck);
C) sett utstyret på plass, monteringshullene til ankerboltene, og "levende føtter" på det tilfeldige beltet skal sveises til kabinettet på rammen etter at de er sveiset på kabinettet på rammen, så kan den sekundære fugingen gjøres;
D) etter installasjon av 24 timers sementstyrke, kan den brukes til å stramme mutterbelastningstestmaskinen;
E) tilgang til strøm;
F) installasjonskontroll og korrigering av ubehag;
G) elektriske skap plasseres i hjelpemotorrommet uten å måtte installere gulv.
2. Testoperasjon:
Installasjonen av kulefabrikken er fullført, inspeksjonen kan være tom testkjøring, igangkjøring av kulefabrikk av dyktige kulefabrikkoperatører bør være ansvarlig for, kulefabrikk og følge strengt prosedyrene for sikkerhet.
(1) Driftstiden for inaktiv drift skal ikke være mindre enn 12-24 timer, og problemene i drift skal løses i tide.
(2) tomgangskjøring av igangkjøring til normal belastningstestkjøring, kan utføres når belastningstestkjøringen i hver fase, lastoperasjonen skal utføres i henhold til tilstanden for utslipp i matingen, unngå unødvendig slipekule og sylinderforingen og skade.
A) tilsett passende materialer og 1/3 av stålkulene (kulefabrikkens maksimale vekt) for å prøve i 12 til 24 timer.
B) tilsett opptil 2/3 av mengden stålkuler som skal kjøre i 24 til 48 timer.
C) i henhold til utslippsforholdene for kulefabrikk, produksjon av kvalifiserte produkter, med referanse til den samme typen kvernmaskinens faktiske lastemengde, bestemme kulebelastningsmengden til kulkvernmaskinen, i ikke mindre enn 72 timer testkjøring.
(3) økningen av ovennevnte belastning og lengden på testkjøringstiden bestemmes på grunnlag av driftsforholdene til giret til størrelsesgiret og reduksjonsgiret (temperaturstigning, støy, tannoverflatekontakt, etc.). Før kontaktens nøyaktighet på tannoverflaten ikke oppfyller designkravene, skal den ikke fungere med full kapasitet.
(4) kjøle- og smøresystemet skal fungere normalt i testoperasjonen, og temperaturen på hovedlager, overføringslager og reduksjonsventil skal være normal.
(5) etter å ha lastet 2/3 av stålkuletesten i 24 til 48 timer, sjekk og stram til alle boltene igjen.
(6) prøveoperasjonen må registreres nøye.
Blanding, sliping, ball mill brukes hovedsakelig for keramiske materialer er et nødvendig utstyr for produksjon av forskjellige typer keramiske produkter, maskinen BRUKER koblingsspenningen, reduserer startstrømmen, dens struktur er delt inn i integrert og løsrevet. Med kileremdrift, en-trinns eller dobbel retardasjon, utstyrt med en uavhengig liten motor.
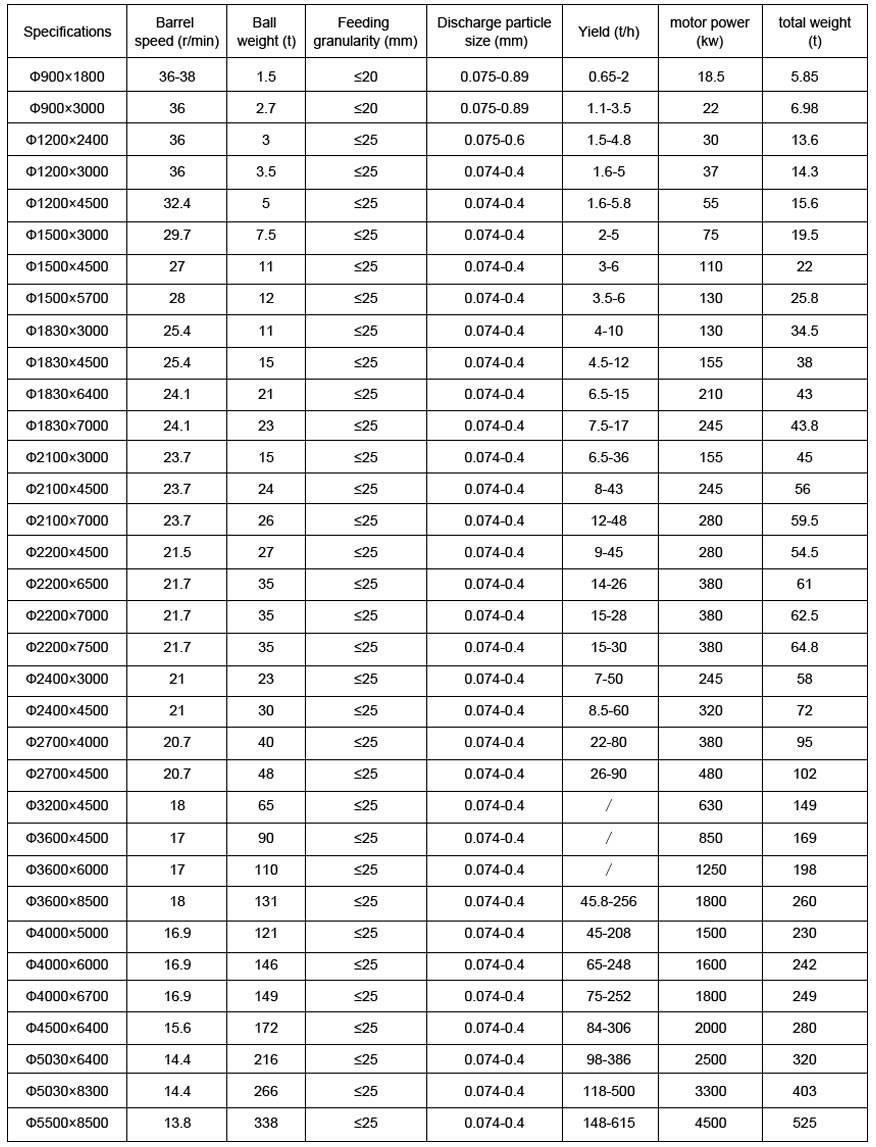
Ytelsesdata